Laserhärten
Laserhärten ist ein Verfahren der Laseroberflächentechnik und unterliegt dem Randschicht-Härteverfahren. Eine Randschicht wird mit einer Härtetemperatur (>1.000°C) sehr kurz und gezielt gehärtet. Der Energieeintrag des Laserstrahls erfolgt direkt auf die Oberfläche des Bauteils. Es sind Härtetiefen von bis zu 1,2 mm bei einer Härte von max. 64 HRC erreichbar.
Wie wird Laserhärten eingesetzt?
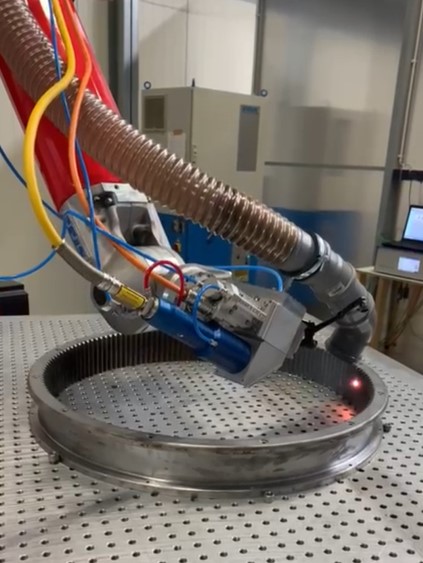
Beim Laserhärten wird zunächst das Bauteil vorbereitet. Dazu werden gezielt die Bereiche gereinigt die schlussendlich mit dem Laser gehärtet werden. Anschließend erfolgt die Auswahl der geeigneten Laserparameter. Je nach Werkstoff und gewünschter Härtewert werden Faktoren wie Wellenlänge, Leistung, Strahlgeschwindigkeit und Fokus ermittelt. Diese Einstellgrößen sind entscheidend, da sie die Temperatur beeinflussen, die während des Härtungsprozesses erreicht wird. Als nächster Prozessschritt folgt die Laserbestrahlung. Der Laserstrahl wird auf den vorbereiteten Bereich des Bauteils gerichtet. Durch die hohe Energie wird die Oberfläche des Materials schnell erhitzt, während der Rest des Bauteils kühl bleibt. Daraus lässt sich eine gezielte Oberflächenhärtung erreichen, ohne das gesamte Bauteil zu verformen. Nach dem Laserhärten erfolgt eine schnelle Abkühlung des Bauteils durch die Umgebungsluft oder durch zusätzliche Kühlmittel.
Ein großer Vorteil der Laserwärmebehandlung, bei dem Laserhärten ist, dass der Wärmemengeneintrag vergleichsweise gering und somit die Wärmeableitung in das Grundmaterial des Werkstücks relativ schnell erfolgen kann. Schlussendlich kommt es zu einer Selbstabschreckung in Verbindung mit der Bildung eines martensitischen Gefüges und dem „Einfrieren“ des Härtegefüges. Folglich ist der Härteverzug sehr gering.
Weitere Vorteile für Ihre Anwendungen
- Wenig Härtespannung
- Kaum Rissbildung
- Kein Medium zum Abschreckung (Selbstabschreckung)
- Verzugsarm und deswegen sehr geringe bis keine Nacharbeit notwendig
- Partielles Härten von Bauteilbereiche die nur schwer zugänglich sind
- Genau Einstellung der Härtewerte und genaue Begrenzung der Härtebereiche
- Präziser Energieeintrag mit minimaler Wärmebeeinflussung
Welche Werkstoffe lassen sich härten?
- 1.7225 / 42CrMo4
- 1.4122 / X39CrMo17-1
- 1.2842 / 90MnCrV8
- 1.0503 / C45
- 1.0601 / C60
- 1.2312 / 40CrMnMo5 8-6
und viele mehr
Wann empfehlen wir das Laserhärten
Wenn partielle, einzelne Flächen an einem Bauteil gehärtet werden müssen, nutzen wir das Laserhärten. Auch kommt das Laserhärten überwiegend bei Präzisionsbauteilen zum Einsatz, wenn die Bauteilkomponenten schon komplett fertigbearbeitet sind. Das Laserhärten ist so verzugsarm, sodass so gut wie alle Passungen und tolerierten Abstandsmaße fertigbearbeitet werden können. Überwiegend bei Zahnrädern, Wellen oder komplexen Werkzeugoberflächen wird das Laserhärten angewandt.
Wann empfehlen wir kein Laserhärten
Bei dicken Werkstoffen, die eine tiefere Härtung benötigen, erweist sich traditionelles Härten häufig als effektiver, da sie eine größere Eindringtiefe ermöglicht. Des Weiteren ist das Laserhärten von sehr großen Bauteilen (Komplettes Härten von Bauteilen) zeitaufwendig und eher unwirtschaftlich. Außerdem sind alle Materialien mit einem Kohlenstoffanteil unter 0,2% nicht mit dem Laser wärmebehandelbar. Gerne unterstützen wir Sie mit allen weiteren Härteverfahren.